鋼材の許容応力
| 原則 | 説明 | 説明図 | |
|---|---|---|---|
| 良い例 | 悪い例 | ||
| 有害な物質を発生する工程、作業の再検討 | 工程又は作業を改善して有害物質の発生を極力少なくする。 (作業工程の改善) |  |  |
| フード型式の決定 | 原則として発生源にできるだけ近づけて囲うようにするため、ブース型か囲い型かを考えます。 それがフードの形状によって作業上不可能な場合は、側方型などを検討します。 また、できるだけ風量が少ないスロット型やテーブル上フード等を考えます。 |  | 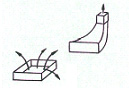 |
| フード設置位置及び | 発生機構より発散方向、飛散速度、熱散限界を考慮し、飛散方向にこれを受けるようなフード開口面を置きます。 フードが側方型や天蓋型等の場合は発生源とフード開口面との間に作業者が入らないようにし、空気より重いガス等は下方で吸引します。 |  |  |
| 開口面周囲状態の決定 | 開口面の周囲が全く自由に開いているより、一側面でも閉塞されている方が排気効果は著しく大きくなります。 従って、作業に差しつかえない程度に周囲を囲み、有害物制御に役立たない空気を吸い込まないようにします。 |  | 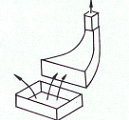 |
| フードのまわりの 乱れ気流の防止 | 補捉点附近の乱れ気流が制御風速に対し、無視できない程度に大きい場合、そのままでは、必要以上に大きな制御風速を与えなければならなくなります。 また、場合によってはフードの正常な機能を失う場合もあります。 | 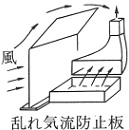 | 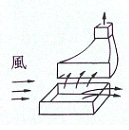 |
| プ ッシュプル方式 | 噴流の力を利用して汚染ガスを排出することができます。 この場合、吸込気流だけで排出する処理風量に比べてずっと少ないというメリットがあります。 | 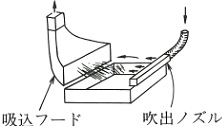 | |
| 制御風速の決定 | 有害物質の飛散限界の最も遠い点よりフード開口内に流入させるために必要な 最小の風速を制御風速といい、フード型式や取付位置より決定します。 また制御風速は処理風量を決定する重要な要因になります。 | 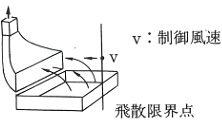 | |
フードの形状と種類
| フードの形式 | 図指令 | |
|---|---|---|
| 型式 | 型名 | |
| 固い型 | カバー(遮蔽) グローブボックス 研磨機 ボールミル | 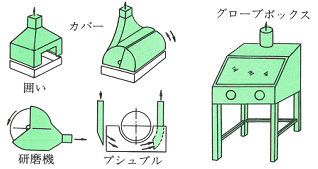 |
| ブース型 | ドラフトチャンバ ブース | 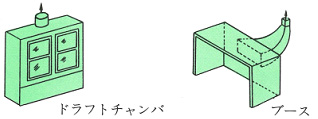 |
| 速方型 | 長方形 円形 スロット ルーパ | 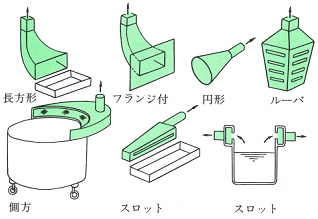 |
| 天蓋型 | キャノピ | 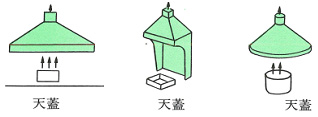 |
| グリッド型 | グリッド | 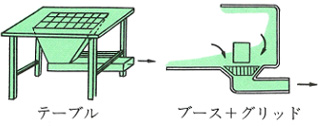 |
制御風速一覧表
| 発生条件 | 制御風速 (m/s) | 作業の実例 |
|---|---|---|
| 気流を生じない作業で飛散速度のほとんどない場合 | 0.25~0.5 | 液面からの蒸気、ガス、ヒューム |
| 気流の少ない作業で飛散速度の低い場合 | 0.5~1.0 | 吹付塗装室、容器に粉末を入れる作業、溶接作業 |
| 気流の非常に大きい作業か飛散速度の速い場合 | 1.0~2.5 | 高圧吹付塗装室、容器に粉末材料を投入する場合 |
| 気流の非常に大きい作業か飛散速度の非常に速い場合 | 2.5~10 | グライング作業、岩石研磨、粉砕作業、サンドブラスト |
熱交換器
| 型式 | 総括伝熱係数 kcal/㎡Fh℃ | 圧力損失 (mmH2O) | 説明 | |
|---|---|---|---|---|
| プレート型熱交換器 | 10~30 | 20~80 | 高温、低温の三流体 を平板を介して接触し、熱交換するもので、直交流形、向流形が基本になる。グストを含む高温流体の場合は汚れ、閉塞による性能低下を防ぐため、定期的な掃除を必要とする。このタイプの熱交換器は比較的掃除しやすい構造にすることができ便利である。最高使用温度は構造材料にもよるが300℃程度である。 | 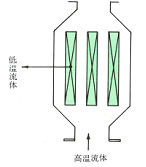 |
| ラジエーション型熱交換器 | 10~60 | 20~150 | 溶融炉排ガス等のように1000℃ 前後のガスで特に輻射熱を持つものに適する。従って炉に直結して使用する場合か多く、かつ排ガス中にC02、H20、S02等輻射性のガスを含むもの、グストを多量に含むものなどに使用される。冷却用流体は空気を用い、燃焼用空気として熱回収する用途が一般的である。 | 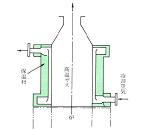 |
| ヒートパイブ型熱交換器 | 20~50 | 10~100 | 密閉容器の中に封じ込められた液体の蒸発、凝縮を利用して熱交換を行う。構造は密閉容器と芯(ウイック)、作動流体の二つでヒートパイプの一端を加熱すると作動液が蒸発して容器内に充満する。この時他方の端を冷却すればそこで蒸気が凝縮して液体にもどる。この凝縮液は毛細管(芯)の働きによって蒸発部(加熱部)へもどる。作動液体の選び方により低い温度差でも作動させることができる。 | 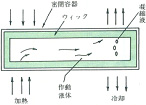 |
| 充填層型熱交換器 | - | 50~250 | 洗浄塔と同一の構造で、本来熟交換器として開発されたものではないが、高温排ガスを水と接触して温水を得ることができる。この形のものでは排ガスを洗浄すると同時に温水が回収できるので、活性汚でい式の下水処理施設で多く用いられる。即ち、ケーキの焼却炉排ガスを洗浄した後、回収温水を汚でい槽ヘもどすことにより微生物の活動を活発にして冬季でも能率よく下水処理が行える。 |  |